שטאַרבן קאַסטינג
דער שטאַרבן קאַסטינג פּראָצעס איז צו דריקן מאָולטאַן מעטאַל אין אַ פורעם אונטער הויך דרוק צו פאָרעם פאַרשידן קאָמפּלעקס שאַפּעס פון טיר ייַזנוואַרג טיילן. דער פּראָצעס דאַרף זיין געענדיקט אין אַ זייער קורץ צייט צו פאַרמייַדן די קאָאָלינג און פאַרגליווערט מעטאַל. נאָך די פליסיק מעטאַל איז ינדזשעקטיד אין די פורעם, עס דאַרף צו זיין קולד און סאַלידאַפייד. די קאָאָלינג פּראָצעס איז יוזשאַוואַלי געענדיקט ין אַ ביסל סעקונדעס צו אַ ביסל מינוט, דיפּענדינג אויף די גרייס און פאָרעם פון די טייל. נאָך קאָאָלינג, דער טייל וועט זיין אַוועקגענומען פון די פורעם און פּראַסעסט שפּעטער.

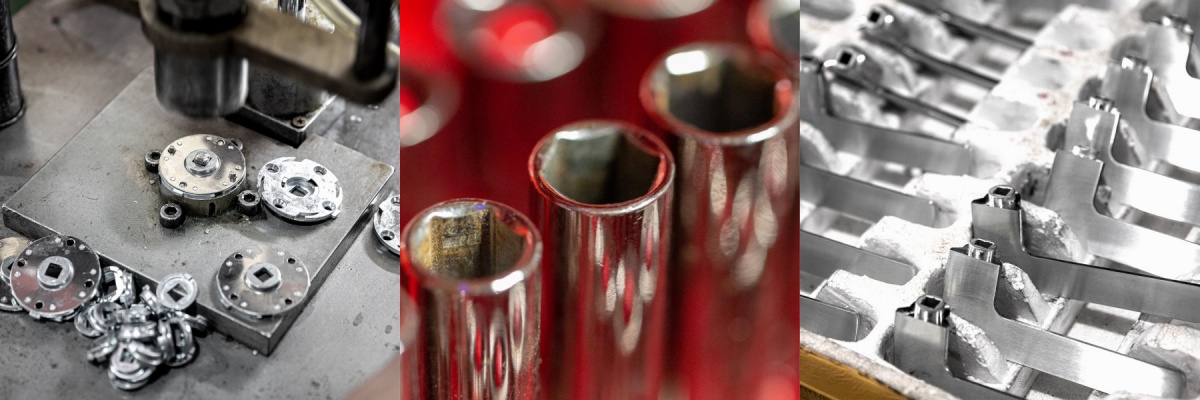
מאַשינינג
די בלאַנקס און שטאַרבן קאַסטינגז אַוועקגענומען יוזשאַוואַלי דאַרפֿן עטלעכע פּאָסטן-פּראַסעסינג פּראָוסידזשערז, אַזאַ ווי דעבורינג, ייבערפלאַך באַהאַנדלונג, מאַשינינג (דריילינג, טאַפּינג), אאז"ו ו. די פּראָוסידזשערז קענען פֿאַרבעסערן די ייבערפלאַך קוואַליטעט און דימענשאַנאַל אַקיעראַסי פון די טיילן צו טרעפן די פּלאַן רעקווירעמענץ.
קנק (קאָמפּיוטער נומעריקאַל קאָנטראָל)
די CNC פּראָצעס ניצט קאָמפּיוטער מגילה צו קאָנטראָלירן די באַוועגונג און אָפּעראַציע פון מאַשין מכשירים, און קענען יפישאַנטלי און אַקיעראַטלי פאַרענדיקן פאַרשידן קאַטינג, מילינג, טורנינג, דרילינג און אנדערע פּראַסעסינג טאַסקס פֿאַר טיר ייַזנוואַרג טיילן.
קנק מאַשין מכשירים קענען לויפן קאַנטיניואַסלי אָן מענטש ינטערווענטיאָן, זייער ימפּרוווינג פּראָדוקציע עפעקטיווקייַט. די פּראַסעסינג צייט פון קאָמפּלעקס טיילן איז באטייטיק פאַרקירצט, און די פּראָדוקציע ציקל איז באטייטיק רידוסט.
דורך טשאַנגינג מגילה און מכשירים, CNC מאַשין מכשירים קענען געשווינד אַדאַפּט צו די פּראַסעסינג באדערפענישן פון פאַרשידענע פּאַרץ. די בייגיקייט מאכט די CNC פּראָצעס פּאַסיק פֿאַר קליין-פּעקל, קונה-קאַסטאַמייזד פּראָדוקציע מאָדעלס.

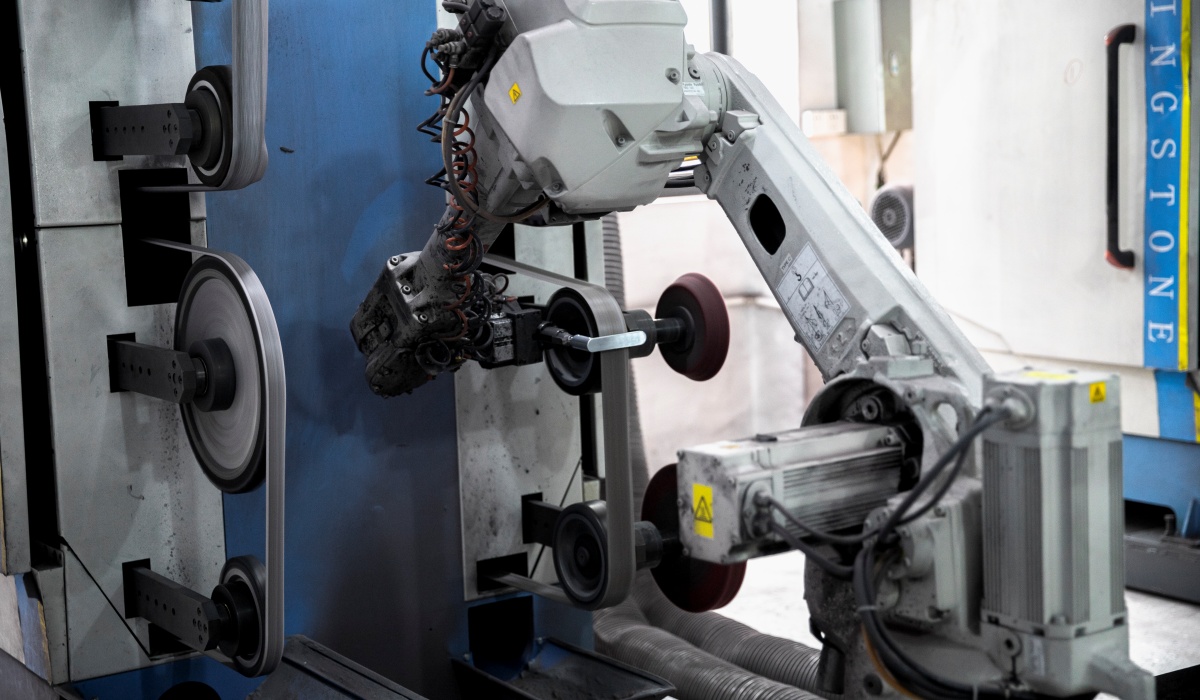
פּאַלישינג
פּאַלישינג איז שטענדיק וויכטיק. מיר האָבן אונדזער אייגענע פּאַלישינג פאַבריק מיט אַרום 15 יקספּיריאַנסט טוערס. ערשטער פון אַלע, מיר נוצן פּראָסט (גרויס אַברייסיוו קערל) אַברייסיוו בעלץ צו פויליש די "פלאַשיז" און "טויער מאַרקס". צווייטנס, מיר נוצן פייַן (קליין אַברייסיוו קערל) אַברייסיוו בעלץ צו פויליש די שאַפּעס. צום סוף מיר נוצן וואַטע ראָד צו פויליש די גלאָס ייבערפלאַך. אין דעם וועג, די עלעקטראָפּלאַטינג וועט נישט האָבן די לופט באַבאַלז און כוואליעס.

ייבערפלאַך באַהאַנדלונג פּראָצעס: ילעקטראָופּלאַטינג / שפּריץ פאַרב / אַנאָדיזאַטיאָן
נאָך די ימפּיוראַטיז אויף די ייבערפלאַך פון די ייַזנוואַרג פּראָדוקט זענען באהאנדלט, עס איז צייַט צו לייגן קאָליר. דער פראצעס ווערט אנגערופן "עלעקטראפלאציע" און דער פראדוקט וואס האט דורכגעמאכט דעם פראצעס ווערט אנגערופן אלקטראפלירטע טיילן.
פֿאַרזאַמלונג
קאָמבינאַציע פון שעפּן און באַזע: קאַמביין די שעפּן טייל און די באַזע מיט סקרוז אָדער באַקאַלז, און ענשור אַז די קשר צווישן יעדער טייל איז פעסט און נישט פרייַ.
פאַנגקשאַנאַל פּרובירן: נאָך פֿאַרזאַמלונג, דורכפירן אַ פאַנגקשאַנאַל פּרובירן אויף די טיר שעפּן צו ענשור אַז די ראָוטיישאַן, באַשטימען און אנדערע אַפּעריישאַנז זענען גלאַט און קיין דזשאַמינג.
